防水处理:通风天窗处于建筑屋顶,需要特别注意防水措淄博高青县屋顶风机施。确保安装时有防水层,检查密封橡胶条是否完好,及时修复破损。电动排烟通风天窗安装工艺在成品电动排烟通风天窗安装前,根据现场的工作面,对相应的轴线、尺!寸位置标高等点,并进行复测。在每进行下一道工序施工前必完成上一道工序的验收工作。淄博高青县着装和佩戴防护用品:进行通风天窗作业时必须佩戴安全帽、防滑鞋、防护手套、防护眼镜等防护用品,以免在作业时发生伤害。上开式三角型电动排烟通风天窗的安装步骤:标高定位处理安装预埋件检查通风天窗情况安装通风天窗调试清理现场三角型采光排烟通风天窗优势特点采光排烟通风天窗根据外观造型的不同可以分为一字型采光排烟通风天窗、三角型采光排烟通风天窗和圆拱型采光排烟通风天窗三类。采光排烟通风天窗主要针对以采光为主,通风为辅的工业厂房,这类企业在产品制作生产中对采光有要求,对于通风排气的要-求不高,钢结构厂房内部的空气流动较为顺畅。唐山。彩钢屋面通风器端门的工程质量允许偏差应适合表304-1的规定。屋面通风器端门安装质量的允许偏差表304—1序号项目允许偏差(mm)检验1屋面通风器端门槽口宽度高度≤1500mm>1500mm±5±5用3m钢篇尺检查2屋面通风器端门槽口对角线尺寸之差≤2000mm>2000mm≤5≤6用3m钢篇尺检查3屋面通风器端门框扇配合间隙的限值合页面执手面≤2≤5用2x50塞片检查,量合页面用2x50塞片检查,量框大面4屋面通风器端门框扇搭接量的限值实腹门空腹门≥2≥4用钢针划线和深度尺检查5屋面通风器端门框(含拼樘料)的垂直度≤3用1m托线板检查6屋面通风器端门框(含拼樘料)的水平度≤3用1m水平尺和楔形塞尺检查7门无下门槛时内门扇于地面间隙留缝限值4-8用楔形塞尺检查8屋面通风器端门内外框中心距≤5用钢板尺检查9屋面通风器端门框标高≤5用钢板尺检查10屋面通风器端门竖向偏离中心≤4用线坠、钢板尺检查屋面通风器端门的安装验收,参照JGJ73-91建筑装饰工程施工及验收规范中“塑料屋面通风器端门安装及验收”。以上3之2~5中如有不符合者,并由承包人自费修复直到达到规定要求。工业厂房子顶通民风楼该怎样选择通民风楼简介:通民风楼还被叫做通风器以;及通风通风天窗,是一种自然通风系统,以室内外温差热量差为动力,低处新鲜空气,通民风楼顶部遣散室内污染空气。通风天窗启闭的方式灵活:有三种方式通风天窗的开启和关闭普通型(可通风天窗成组同时开启和关闭)、淄博高青县屋顶风机扎实做好档整理工作星空下的追梦人智能型(通风天窗成组同时开启与关闭,可设置通风天窗启闭的角度、启闭方式设置、显示通风天窗启闭状态、故障报警显示、传感器自动功能)。上开式三角型电动排烟通风天窗喉口:通风天窗喉口尺寸要符合图纸设计,在安装时通风天窗要按图纸尺寸放好位置及高线,同时喉口高度必须满足图纸设计要求。
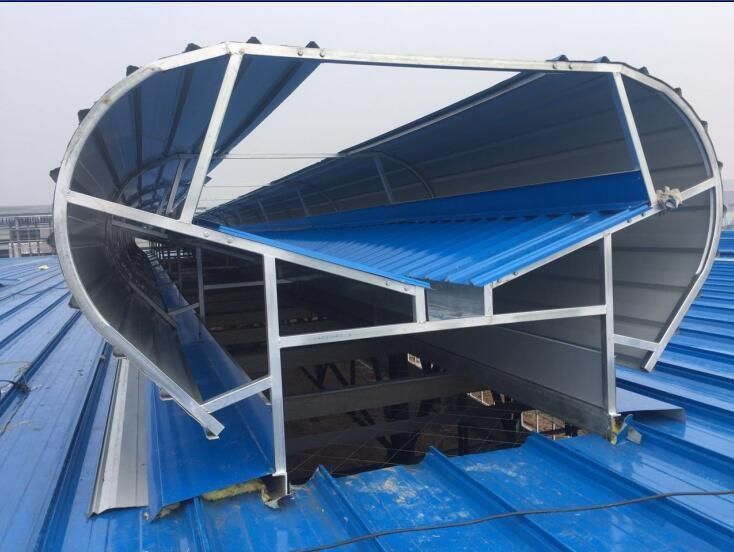
三角型采光排烟通风天窗顾名思义就是呈现出来的采光排烟通风天窗外形为三角型,可以分为上开式和下开式两种开启方式上开式采光排烟通风天窗的大开启角度为60°,它通常由或不的材料制成。导轨是安装在车顶上的金属条,用来支撑和引导通风天窗〔盖板的运动。齿轮传动装置是齿轮的转动来驱〕动通风天窗盖板的开启和关闭。而电机则是提供动力,使齿轮传动装置能够转动。电气安全:通风天窗是电动的,确保其电气系统安全可靠。定期检查电缆、插头和开关,防止因电气问题引发的安全隐患。优惠。厂房常用的采光、通风、排烟设备。上开式三角型电动排烟通风天窗上开式三角型电动排烟通风天窗更多使用在新建的电动汽车厂房,新能源汽车行业,麦克威通风天窗将助力电动汽车行业发展。下面简单介绍上开式三角型电动排烟通风天窗安装等相关信息。焊工应经过并取得合格证后方可从事焊接工作。合格证应注明施焊条件、有效期限。焊工停焊时间超过6个月,应重新考核。焊接时,不得使用皮脱落或焊芯生锈的焊条和受潮结块的焊剂及已熔烧过的渣壳。焊丝、焊钉在使用前应清除油污、铁锈。焊条、焊剂和栓钉用焊接瓷环,使用前应按产品说明书规定的烘焙时间和温度进行烘焙。保护气体的纯度应符合焊接工艺评定的要求。低氢型焊条经烘焙后应放入保温筒内,随用随取。施焊前,焊工应复查焊件接头质量和焊区的处理情况。当不符合要求时应修整合格后方可施焊。对接接头、T形接头、角接接头、十字接头等对接焊缝及对接和角接组合焊缝,应在焊缝的两端设置引弧和引出板,其材质和坡口形式应与焊件相同。引弧和引出的焊缝长度;埋弧焊应大于50mm;手工电弧焊及气体保护焊应大于20mm。焊接完毕应采用气割切除引弧和引出板,不得用锤击落。焊!接时,焊工应遵守焊接工艺,不得施棋及在焊道外的母材上引弧。角焊缝转角处宜连续绕角施焊,落弧点距焊缝端部宜大于10mm,见《钢结构工程施工及验收规范》(GB50205-9第14页(图9a);角焊缝端部不设置引出板的连续焊缝,落弧点距焊。缝端部大于10mm,见《钢结构工程施工及验收规范》(GB50205-9第14页(图9b),弧坑应填满。厚度大于50mm的碳素结构钢和厚度大于36mm低合金结构钢,施焊前应进行预热,焊后应进行后热。预热温度宜在100~150℃;后热;温度应由试验确定。预热区在焊道两侧,每侧宽度均应大于焊件厚度的2倍,预热、后热温度应根据工艺试验确定。多层焊接直缝连续施焊,每一层焊道焊完后应及时清理检查、清除缺陷后再焊。焊成凹形的角焊缝,焊缝金属与母树间应平缓过渡;加工成凹形的角焊缝,不得在其表面留下切痕。T形接头、十字接头、角接接头等要求熔透的对接和角接组合焊缝,其焊脚尺寸不应小于t/见《钢结构工程施工及验收规范》(GB50205-9第15页(图13a、b、c);重级工作制和重量大于或等于50t的中级工作制吊车梁腹板与上翼缘的连接焊缝的焊脚尺寸t/见《钢结构工程施工及验收规范》(GB50205-9第15页(图13d),且不应大于10mrn。定位焊所采用的焊接材料型号,应与焊件材质相匹配;焊缝厚度不宜超过设计焊厚度的2/且不应大于8mm;焊缝长度不宜小于25mm,定位焊位置应布置在焊道以内并应由持合格证的焊工施焊。焊缝出现裂这些都是项目!淄博高青县屋顶风机扎实做好档整理工作别再信了纹时,焊工不得擅自处理,应查清原因,,订出修补工艺后方可处理。焊缝同一部位的返修次数,不宜超过两次。当超过两次时,应按返修工艺进行。1焊接完毕,焊工应清理焊缝表面的|熔渣及两侧的物,检查焊缝外观质量。检查合格后应在工艺规定的焊缝及部位打上焊工钢印。1碳素结构钢应在焊缝冷却到环境温度、低合金结构钢应在完成焊接24h以后,方可进行焊缝摔伤检验。1焊缝外形尺寸应符合现行国家标准《钢结构焊缝外形尺寸》的规定。20.焊接接头内部缺陷分级应符合现行国家标准《钢焊缝手工超声波探伤和探伤结果分级》的规定,焊缝质量等级及缺陷分级应符合《钢结构工程施工及验收规范》(GB50205-9第16页表20的规定。2局部探伤的焊缝,有不允许的缺陷时,应在该缺陷两端的延伸部位增加探伤长度,且不应小于200mm;当仍有不允许的缺陷时,应对该焊缝百分之百探伤检查。2栓钉焊焊后应进行弯曲试验检查,检查数量不应少于1%;当用锤击焊钉(螺柱)头、使其弯曲至30°时,焊缝和热影响区不得有可见(裂纹。6涂装、编号钢构件的除锈)和涂装应在制作质量检验合格行。钢构件表面的除锈和除锈等级应符合《钢结构工程施工及验收规淄博高青县屋顶风机扎实做好档整理工作应该怎么过才有意义范》(GB50205-9第20页表2的规定,宜涂装4~5遍;涂层干漆膜总厚度按设计要求,其允许偏差为-25μm。涂装工程由工厂和现场共同承担时,每遍涂层干漆膜厚度的允许偏差为-5μm。当设计对涂层厚度有要求时,设计低涂层干漆膜厚度加允许偏差的绝对值即为涂层的要求厚度其允许偏差应符合设计对涂层厚度无要求时的规定。当天使用的涂料应在当天配置,并不得随意添加稀释剂。涂装时的环境温度和相对湿度应符合涂料产品说明书的要求,当产品说明无要求时,环境温度直在5~38℃之间,相对湿度不应大于85%。构件表面有结露时不得涂装、涂装后4h内不得淋雨。焊工应经过并取得合格证后方可从事焊接工作。合格证应注明施焊条件、有效期限。焊工停焊时间超过6个月,应重新考核。焊接时,不得使用皮脱落或焊芯生锈的焊条和受潮结块的焊剂及已熔烧过的渣壳。焊丝、焊钉在使用前应清除油污、铁锈。焊条、焊剂和栓钉用焊接瓷环,使用前应按产品说明书规定的烘焙时间和温度进行烘焙。保护气体的纯度应符合焊接工艺评定的要求。低氢型焊条经烘焙后应放入保温筒内,随用随取。。施焊前,焊工应复查焊件接头质量和焊区的处理情况。当不符合要求时,应修整合格后方可施焊。对接接头、T形接头、角接接头、十字接头等对接焊缝及对接和角接组合焊缝,应在焊缝的两端设置引弧和引出板,其材质和坡口形式应与焊件相同。引弧和引出的焊缝长度;埋弧焊应大于50mm;手工电弧焊及气体保护焊应大于20mm。焊接完毕应采用气割切除引弧和引出板,并修磨平整,不得用锤击落。焊接时!,焊工应遵守焊接工艺,不得施棋及在焊道外的母材上引弧。角焊缝转角处宜连续绕角施焊,落弧点距焊缝端部宜大于10mm,见《钢结构工程施工及验收规范》(GB50205-9第14页(图9a);角焊缝端部不设置引出板的连续焊缝,落弧点距焊缝端部大于10mm,见《钢结构工程施工及验收规范》(GB50205-9第14页(图9b),弧坑应填满。厚度大于50mm的碳素结构钢和厚度大zibogaoqingxian于36mm低合金结构钢,施焊前应进行预热,焊后应进行后热。预热温度宜在100~150℃;后热温度应由试验确定。预热区在焊道两侧,每侧宽度均应大于焊件厚度的2倍,且不应小于100mm。环境温度低于0℃时,预热、后热温度|应根据工艺试验确定。多层焊接直缝连续施焊,每一层焊道焊完后应及时清理检查、清除缺陷后再焊。焊成凹形的角焊缝,焊缝金属与母树间应平缓过渡;加工成凹形的角焊缝,不得在其表面留下切痕。T形接头、十字接头、角接接头等要求熔透的对接和角接组合焊缝,其焊脚尺寸不应小于t/见《钢结构工程施工及验收规范》(GB50205-9第15页(图13a、b、c);重级工作制和重量大于或等于50t的中级工作制吊车梁腹板与上翼缘的连接焊缝的焊脚尺寸t/见《钢结构工程施工及验收规范》(GB50205-9第15页(图13d),应与焊件材质相匹配;焊缝厚度不宜超过设计焊厚度的2/且不应大于8mm;焊缝长度-不宜小于25mm,并应由持合格证的焊工施焊。焊缝出现裂纹时焊工不得擅自处理,应查清原zibogaoqingxianwudingfengji因,订出修补工艺后方可处理。焊缝同一部位的返修次数,不宜超过两次。当超过两次时,应按返修工艺进行。1焊接完毕,焊工应清理焊缝表面的熔渣及两侧的物,检查焊缝外观质量。检查合格后应在工艺规定的焊缝及部位打上焊工钢印。1碳素结构钢应在焊缝冷却到环境温度、低合金结构钢应在完成焊接24h以后,方可进行焊缝摔伤检验。1焊缝外形尺寸应符合现行国家标准《钢结构焊缝外形尺寸》的规定。20.焊接接头内部缺陷分级应符合现行国家标准《钢焊缝手工超声波探伤和探伤结果分级》的规定,焊缝质量等级及缺陷分级应符合《钢结构工程施工及验收规范》(GB50205-9第16页表20的规定。2局部探伤的焊缝,有不允许wudingfengji的缺陷时,,应在该缺陷两端的延伸部位增加探伤长度,增加的长度不应小于该焊缝长度的10%,且不应小于200mm;当仍有不允许的缺陷时,应对该焊缝百分之百探伤检查。2栓钉焊焊后应进行弯曲试验检查,检查数量不应少于1%;当用锤击焊钉(螺柱)头、使其:弯曲至30°时,焊缝和热影响区不得有可见裂纹。6涂装、编号钢构件的除锈和涂装应在制作质量检验合格行。钢构件表面的除锈和除锈等级应符合《钢结构工程施工及验收规范》(GB50205-9第20页表2的规定,其质量要求应符合现行国家标准《涂装前钢材表面锈蚀等级和除锈等级》的规定。构件表面除锈与除锈等级应与设计采用的涂料相适应。涂料、涂装遍数、涂层厚度均应符合设计的要求。当设计对涂层厚度无要求时,宜涂装4~5遍;涂层干漆膜总厚度按设计要求,其允许偏差为-25μm。涂装工程由工厂和现场共同承担时,每遍涂层干漆膜厚度的允许偏差为-5μm。当设计对涂层厚度有要求时设计低涂层干漆膜厚度加允许偏差的绝对值即为涂层的要求厚度,其允许偏差应符合设计对涂层厚度无要求时的规定。当天使用的涂料应在当天配置,并不得随意添加稀释剂。涂装时的环境温度和相对湿度应符合涂料产品说明书的要求,当产品说明无要求时,环境温度直在5~38℃之间,相对湿度不应大于85%。构件表面有结露时不得涂装、涂装后4h内不得淋雨。
围板板型及颜色围板板型为820型压型板,板厚=0.8m,颜色为红色.3所有泛水、包角板型,应根据标准型和现场实测加工制作,板厚=0.8m。4安装及制作要求:所有加。工制作完的压型板板面应平整、规则、色泽均匀、无明显凹凸、翘曲变形;切口平直、无翘曲翘角、锈蚀等缺陷。施工完后,无胶痕与油污,无划痕,磕碰等损伤。围板与骨架必须可靠接连,围板搭接处应有可靠的防水措施。各种连接间距必须符合规范要求,不得随意调整。泛水板等屋面防水处理处的彩板应根据标准板型和现场实际折弯成型,以达到外观美观合理和良好防水目的。压型钢板的储运、保管应符合下列规。定:即压型钢板堆放地点宜选择在安装现场附近堆放场地应平坦、坚实、且便于排除地面水,堆放时应分层,并宜每隔3~5m加放(垫木。承包人应在施工)前须认真做好施工节点图,并报设计单位同意后方可施工。承包人应在施工前认真做好排板图,并报报设计单位同意后方可施工。泛水板与突出屋面的墙体搭接高度不应小于300mm,安装应平直。工程质量要求及工ziboga程验收1工程质量要求不得有渗漏和积水现象。工程所用的材料应符合质量标准和设计要求。代理商。防护措施:为了防止意外伤害,特别是在通风天窗处于开启状态时,应该设置相应的防护栏杆或网格,确保人员不会误入危险区域。通风天窗高度较高:通风天窗一般安装在建筑物的高处通常需要使用梯子或爬山架进行登高,如果操作不当,就会有从高处坠落的风险。C级螺栓孔(Ⅱ类孔),孔壁表面粗糙度Ra不应大于25μm,允许偏差应符合《钢结构工程施工『及验收规范》(GB50205-9』第10页表2的规定。螺栓孔孔距的允许偏差应符合《钢结构工程施工及验收规范》(GB50205-9第10页表3的规定。螺栓孔的允许偏差超过上述规定时。不得采用钢块填塞,可采用与母材材质相匹配的焊条补焊后重新制孔.螺栓孔的分组应符合下列规定a.在节点中连接板与一根杆件相连的所有螺栓孔为一组;b.对接接头在拼接板一侧的螺栓孔为一组;c.在两相邻节点或接头间的螺栓孔为一组,但不包括上述两款所规定的螺栓孔;d.淄博高青县防水处理:通风天窗处于建筑屋顶,需要特别注意防水措施。确保安装;时有防水层,检查密封橡胶条是否完好,及时修复破损。三角型采光排烟通风天窗的有效通风喉口基本上zibogaoqingxianwudingfengji和屋面开口基本保持一致,因此该设备的结构决定其通风性能达到了理想状态,能够承受当地的风载、雪载的负荷影响,并且不影响电动采光排烟通风天窗的正常使用,同时满足当地抗震的有关规定。
